
MOPA laser: the effect of frequency and power on stainless steel laser marking
Pulse width and frequency are the characteristics of MOPA lasers, which are independent of each other. Moreover, these two parameters are also the most characteristic two parameters in the stainless steel lottery. The mutual cooperation between them can bring out a colorful world. . The protagonist of our story today is one of them, and a marking auxiliary parameter - frequency and power.
Speaking of power, we must be familiar with it, it is the most important and most intuitive control variable that can affect the laser single pulse output. After testing, it was found that when the stainless steel is playing, the frequency is “compared” with the pulse width, and the frequency parameter has more influence on the color change. If the frequency and power are put together, under certain conditions, the following rules will occur: in dense fill pitch, medium pulse width, high frequency (filling pitch <0.005mm; pulse width 45ns-100ns; frequency ≥300kHZ) In this case, the power is increased from small to small, and the color exhibited on the stainless steel exhibits a very regular variation: yellow, red, blue, green, and green until the green slowly becomes darker. As shown below (@60ns, 0.001mm bow fill, F=163mm field mirror)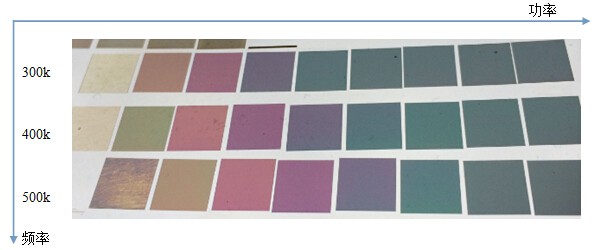
(Horizontal power is 25%, 30%, 35%, 40%, 45%, 50%, 55%, 60%, 65%)
As can be seen from the above figure, as the frequency power changes, the color change shows a certain law. This rule is also applicable when changing the filling pitch.
As shown below (@60ns, 0.005mm bow fill, F=163mm field mirror)
(horizontal power is 30%, 35%, 40%, 45%, 50%, 55%, 60%)

At this point, it can be seen that in the premise of dense filling pitch, medium pulse width and high frequency, the change of the filling color appears to be smaller, and more color changes are caused by frequency and power. In other words, the difference in these colors is mainly affected by the single pulse energy of the laser itself and its spot overlap rate on the steel sheet, and reacts to the color development mode of the stainless steel, which is the law as seen in the picture. Sexual change.






